In this series of discussions, we will explore some past projects that involved some trouble shooting and some machining tips that were learned along the way. This might help you set your mind when certain problems arise in your next project.

Machining UHMW:
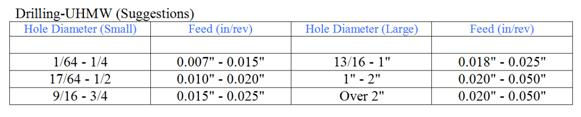
Ultra-High Molecular Weight Polyethylene is one of the most commonly machined plastics known as UHMW. This plastic material is known for its superior wear resistance and great service life in both wet and dry environments. As with all polyethylene materials, UHMW has a low melting point of 270°F and a high coefficient of thermal expansion. UHMW is relatively soft and cuts easily but because the material also melts easily, it is very important to limit material heat up. Sharp tools are a must, chip removal in the work area, and proper tool shape design is very important when machining UHMW. Below is a drill setting that has worked great for this material:
Drilling Tip: Coolants are strongly suggested during drilling operations, especially with notch sensitive materials such as Ertalyte® PET-P, Duratron® PAI, Duratron® CU60 PBI, and glass or carbon reinforced products. The insulating characteristics of plastics require consideration during drilling operations, especially when hole depths are greater than twice the diameter.
Common Applications for UHMW:
Coal and Quarry Bushings
Food Processing and Packaging Bearings
Hot Oil Drills
Medical Equipment
Case Study #Smooth Bore Finish: UHMW Burr Elimination
One of our major components that we machine here at Diversified Designs is manifolds for medical and food process applications. While mostly machined in Acetal we do also machine these manifolds in UHMW for various medical and food processing machine components. Client came to us with a new UHMW manifold design and sample that had many intersecting bore channels at various points along a main bore channel. The first obvious problem with the UHMW sample was a large accumulation of burrs at the intersecting points of the channels. This impacted the surface finish and performance of the final component and resulted in poor liquid flow, not to mention a part full of debris is not expectable.
Challenge: Reduce or eliminate burr accumulation cause by drilling into the various intersecting channels.
Solution: After examining the manifolds and the order of machining operations was examined. It was noted that each time a new hole was drilled and intersected into another channel; burrs would immediately form on the surface. We used a trick that was done in some past applications that worked rather well, to reduce the burrs we added a sacrificial extruded rod in the intersecting channel as a back support when cross drilling the new bores. This technique eliminated the burrs in the profile resulting in improved liquid flow and better part performance. This method also enabled us to machine the cross channels at much faster rate; this improved the overall production rate of this component while producing a cleaner component. Final part deburring was reduced, less parts scraped, and inspection time also improved.
Tip: When using a sacrificial rod (Diameter Dependent), try not to drill too deep so the rod can be turned down and used on other projects.
All trademarks and service marks are property of their respective manufactures. All statements, technical information and recommendations contained in this publication are presented in good faith and are, as a rule, based upon tests and such tests are believed to be reliable and practical field experience. The reader, however, is cautioned that Diversified Designs does not guarantee the accuracy or completeness of this information and it is the customer’s responsibility to determine the suitability of any information provided by Diversified Designs in any given application.

Comments